The In-Wall Bidet Frame is a sturdy iron frame specifically designed to provide support for wall-mounted bidets. By fitting into the wall, it effectively conceals the bidet's tank and plumbing, resulting in a modern and streamlined appearance for the bathroom. In Wall Bidet Frame, Wall Hung Bidet Frame, Wall Hung Bidet Holder, In Wall Bidet Holder Guangdong Fabia Intelligent Technology Co., Ltd , https://www.fabiaintelligent.com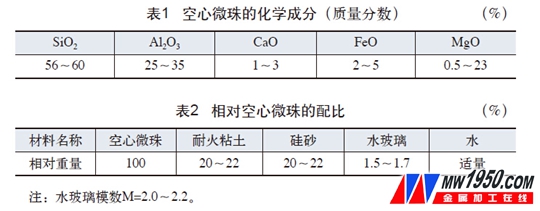


Beyond its aesthetic advantages, the in-wall bidet frame offers several functional benefits. One of its primary advantages is the enhanced support it provides for the bidet fixture. This is particularly beneficial for larger individuals or those with limited mobility, as the frame ensures a stable and secure installation. The added support contributes to a comfortable and safe user experience.
The in-wall bidet frame is also height adjustable, allowing for customization to accommodate individual preferences and needs. This feature ensures that users can set the bidet at a comfortable height, promoting optimal usability and convenience.
Moreover, the space-saving design of the in-wall bidet frame is highly advantageous, especially in smaller bathrooms where floor space is limited. By fitting into the wall, the frame eliminates the need for additional floor space, effectively maximizing the available area. This can be particularly valuable for compact bathrooms, as it allows for a more efficient utilization of the available space.
In addition to space-saving benefits, the design of the in-wall bidet frame also facilitates easier cleaning and maintenance. With fewer exposed areas and nooks, there are fewer spaces for dust and grime to accumulate. This simplifies the cleaning process and helps maintain a hygienic environment.
Research on Hollow Bead Insulation Riser in Cast Steel and Application of Super Large Gears
1 Overview
In the design of casting process, the design of the riser is a very important part. The common riser and the mold are usually the same type of material. The riser is mainly composed of the following three parts during the feeding process.
First, the liquid portion is used to supplement the shrinkage of the casting.
Second, the remaining portion is left in order to maintain a certain pressure head and prevent shrinkage holes or dirt from entering the casting.
Third, the riser is still in the liquid and solidified part of the metal over time.
Among them, the second and third parts account for the largest proportion, but this part of the metal does not directly affect the shrink casting. However, in order to have enough molten steel to feed the casting, the volume or quantity of the riser has to be increased accordingly, but at the same time the amount of molten steel that does not directly affect the casting is increased accordingly. In this way, a new issue has been raised for casting large parts. In order to solve this problem, we have chosen the method of keeping the riser and adding the covering agent. The heat-insulating riser is a riser sleeve made of a heat-insulating material instead of the sand around the riser. Its function is to reduce the volume of the riser to a certain extent, delay the solidification time of the riser, and prevent the shrinkage of the riser directly. Metal consumption is reduced to a minimum, correspondingly increasing the process yield of steel castings and reducing the amount of molten steel used to produce the same weight castings.
To this end, research on the trial insulation riser and apply it to large steel castings to compensate for the lack of molten steel.
2. Requirements and choices for insulation riser materials
(1) Requirements of materials The key to developing insulation risers is to select suitable insulation materials. Insulation materials must first have good thermal insulation properties, followed by good fire resistance, but also low prices, wide sources, no environmental pollution.
(2) There are many types of insulation materials to choose from, but the properties of different materials are different. After comparing the comprehensive properties of perlite, ash, hollow microspheres and other thermal insulation materials, the hollow microbead insulation material is finally selected, which can meet the above requirements, and can meet the molten metal temperature of up to 1600 °C when casting steel. Features, but also in line with the actual production of the specific situation.
Hollow microspheres are obtained from the coal ash of thermal power plants. They are a kind of tiny thin-walled hollow beads with high temperature resistance, good thermal stability, thermal conductivity and low density. The main chemical components are shown in Table 1.
The thermophysical properties are: density Ï=250-350 kg/m 3 , thermal conductivity λ=0.08-0.09 W/m·K, specific heat C=0.76-0.78 kJ/K.
3. Trial production of insulation riser process
Due to the poor hydrophilicity of the hollow microspheres, the adhesion of the hollow microbeads to each other is small, which requires the addition of a certain amount of auxiliary materials to the insulating riser, that is, dry and wet binders such as water glass. , refractory clay, and quartz sand to increase its strength to determine the composition and strength of its insulation riser. The strength requirement of the riser is suitable for handling, and the volume is light, and it will not be deformed or cracked by pressing after being compacted in the molding sand. This ensures that, in the case where sufficient hollow microspheres are added, the following trial production process is determined by experiments.
(1) The material ratio of the heat-insulated riser is shown in Table 2.
(2) Mixing process Since the hollow microbeads are thin-walled hollow beads, they cannot be crushed, so they are mixed by a stirrer. The feeding sequence is: hollow microbeads + water stirring 2min + 1/2 water glass stirring 2min + refractory clay, silica sand stirring for 4min (refractory clay, silica sand mixed on the ground) + 1/2 water glass stirred for 2min and then discharged.
The above-mentioned feeding sequence has the advantages that the microbeads are added with an appropriate amount of water to wet the surface of the microbeads, which is advantageous for the combination with the water glass. By adding 1/2 of the total amount of water glass, the surface of the microbeads can be attached to uniformly wrap the subsequently added refractory clay and silica sand on the surface of the hollow microspheres. Form a strong refractory skeleton. Finally, the remaining 1/2 water glass is added to bond the hollow beads coated with refractory clay and silica sand, so that the heat-insulating riser has higher strength after forming.
(3) Drying process There are several methods for drying the riser and riser, but the low temperature drying is selected through the test. The temperature is controlled at about 200 ° C and dried for 1.5 to 2 hours. The temperature is high, the riser is easy to crack; the temperature is low, the riser is not dry thoroughly, and the heat preservation effect is affected.
According to the above process, the heat-insulating riser was developed and applied on several large cast steel pieces (5t or more), and good results were obtained, and the process yield rate was increased by more than 10%. Due to the lack of experience in previous production, the size and quantity of the riser are conservative, and in practical applications, they are slightly larger than the theoretical value.
4. Application of insulation riser on super large gears
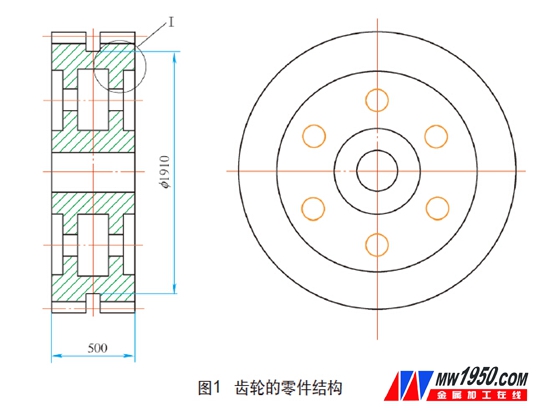
The gross weight of the oversized gear casting is 7t, the weight of the molten steel is 12.5t, and the material is ZG35CrMnSi. The test is applied by the insulated riser.
The part structure of the gear is shown in Figure 1.
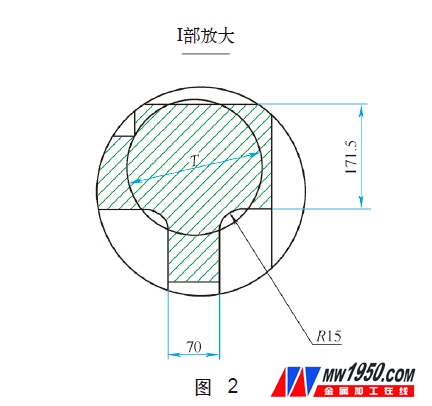
The key structure is partially enlarged, as shown in Figure 2.
(1) Determination of the ordinary riser According to the structure of the gear casting, the waist-shaped round riser is selected for the test.
Hot pitch circle diameter T: according to the formula
T=a+(b/2+R)/(a+2R)
T=171.5+(70/2+15)/ (171.5+2×15)=188mm
The riser size is calculated as follows.
Riser width: B = (1.8 ~ 2.2) T = 2T = 2 × 188 = 376mm
Rounded to B≈380mm
Riser length: L = 1.5B = 1.5 × 380 = 570mm
Riser height: H = (1.2 ~ 1.7) B = 1.45B = 1.45 × 380 = 551mm
Rounded to H=550mm
Number of risers:
N = (π × 1910) / (B + 4T) = (3.14 × 1910) / (380 + 4 × 188) = 5.3 (a)
Take the number of risers N=6
Riser weight:
W = 0.8 × 407.5 × 597.5 × 550 × 7.8 × 6 = 5t
Process yield: according to formula A = gross weight / steel liquid weight × 100% = 7 ÷ 12.5 × 100% = 56%
The production rate of the gears conforms to 53% to 56% of the company's management requirements.
(2) The determination of the insulation riser is calculated as follows.
Geometric modulus of the insulated riser: according to the formula
The size of the insulated riser is determined as follows.
Riser width: B1=290mm
Riser length: L1=435mm
Riser height: H1=550mm
Thickness of riser sleeve: δ=35mm
Riser weight:
W 1 = 398 × 6 = 2388kg
Process yield:
A 1 =7000÷9888×100%=70%
(3) See Figure 3 for a comparison of risers.
It can be seen from the production test of the above-mentioned super-gear steel castings that the riser volume of the application of the riser is 58% of the volume of the common riser, and the process yield is increased by 14%. After the check, the insulation riser and the covering agent are fully in line with the requirements of the external shrinkage of the gear.
5 Conclusion
The application of the heat-insulating riser in the steel castings not only can effectively guarantee the quality of the castings, but also can greatly reduce the amount of molten steel, thereby reducing the volume of the riser by about 50%, and the process yield can be increased by more than 10%. The utilization of molten steel reduces costs and increases efficiency.
About the author: Zhang Zhi, Institute of Technology, Liaoyuan Coal Mine Machinery Manufacturing Co., Ltd.