Generally, for CNC lathes with a maximum turning diameter of 200 to 1000 mm and a maximum turning length of 5000 mm, the dry running and functional inspection are usually carried out according to the following requirements. 1, manual function test: Perform functional tests on the machine with buttons, switches or manual controls to test the flexibility, smoothness and reliability of the machine. (1), optional spindle speed and power tool spindle speed, start the spindle and power tool holder mechanism for continuous rotation, reverse rotation, stop (including braking) continuous test, continuous operation not less than 7 times. (2) The spindle and the power tool spindle are tested for low, medium and high speed. The difference between the command value of the speed and the displayed value (or the measured value) shall not exceed 5%. (3), optional feed amount, will start the feed and stop motion continuous operation, work feed and rapid feed test on the Z-axis, X-axis, C "axis all strokes, Z-axis, X The fast stroke of the shaft should be greater than 1/2 full stroke. The continuous operation in the positive and negative directions is not less than 7 times. The rapid feed rate and the acceleration and deceleration characteristics are measured. The fluctuation of the servo motor current is tested, and the allowable difference is specified by the manufacturer. . (4) Perform low-, medium-, and high-feed change tests on all strokes of the Z-axis, X-axis, and C-axis. (5), hand-pulse generator or single-step moving slide, slide, C "axis feed inspection. (6) Manually or maneuver the tailstock and tailstock spindle for movement inspection on all of their strokes. (7) The moving parts with the locking mechanism shall be used for the locking test at any position of the whole stroke. The slides of the inclined and vertical guides shall not fall after the power is cut off. (8), the rotary tool holder performs various index clamping tests. (9) Hydraulic, lubrication and cooling systems are tested for sealing, lubrication and cooling performance. It is easy to adjust, flexible, well lubricated and fully cooled. All systems must not leak. (10) Inspection of chip removal and chip conveyor. (11) For machine tools with automatic clamping and tool change mechanism, automatic clamping and tool change inspection should be carried out. (12) The C “axis of the indexing mechanism should be indexed and positioned. (13), various indicators of the digital control device, program reading device, ventilation system and other functional tests. (14) The chuck is clamped and loosened to check its flexibility and reliability. (15) Inspection of the safety, safety and protection functions of the machine tool; (16), under the maximum number of revolutions of the spindle, measure the braking time, take 7 times the average value; (17), automatic monitoring, automatic tool setting, automatic measurement, automatic loading and unloading device and other auxiliary function test; (18) Hydraulic lubrication and cooling system for sealing, lubrication and cooling performance inspection, requiring convenient operation, flexible operation, good lubrication, sufficient cooling, and no leakage of each system. 2, control function acceptance The CNC control command is used to check the function of the machine tool to verify the flexibility and functional reliability of the machine. (1) The main shaft performs forward rotation, reverse rotation, stop and change the spindle rotation speed test (the stepless speed change mechanism performs low, medium and high speed inspection; the stepped speed change mechanism performs the speed test of each level); (2) The feeding mechanism performs low, medium and high feed rates and rapid feed change test; (3), C "axis, X-axis and Z-axis linkage test; (4) Rotary tool holders perform various indexing clamping tests, and a station is selected to measure the indexing time of the adjacent tool position and the rotary 1800 for 7 consecutive times, and the average value is taken; (5) Overtravel of test feed coordinates, manual data input, coordinate position display, reference point return, program number indication and retrieval, program stop, program end, program elimination, single step feed, linear interpolation, circle Arc interpolation, linear cutting cycle, taper cutting cycle, thread cutting cycle, arc cutting cycle, tool position compensation, pitch compensation, clearance interpolation and other specifications specify the reliability of the panel and program functions and the flexibility of the action; 3, temperature rise test Measure the temperature rise and variation of spindle bearings, lubricating oil and other major heat sources during high-speed and medium-speed idle operation of the spindle. Inspection should be connected Continue to run for 180 minutes. In order to ensure that the machine starts the test in the cold state, it shall not work within 16 hours before the test. The test shall not stop at halfway. The quantity and grade of the lubricant should be checked before the test and in accordance with the instructions for use. Temperature measurement should be performed at the spindle bearings (front, middle, and rear) and where the spindle housing, motor housing, and hydraulic oil tank generate heat. The spindle runs continuously and is measured every 15 minutes. Finally, the temperature value of the measured part is plotted as a time-temperature rise graph, and the temperature rise value of continuous operation for 180 minutes is used as the assessment data. Figure 1 Time-temperature rise graph In the actual inspection process, the following points should be noted: (1) The temperature measuring point should be selected as close as possible to the position of the part to be tested. The spindle bearing temperature should be measured by the temperature measuring process hole. On the machine tool without temperature measuring process hole, the thermocouple can be installed in the fastening screw hole of the front and rear flanges of the spindle, the grease hole is filled with grease, and the hole is sealed with plasticine or tape; Welded Steel Tube,Carbon Steel Welded Pipe,Low Carbon Steel Pipe Tianyi Steel Pipe Co., Ltd. , http://www.czseamlesspipe.com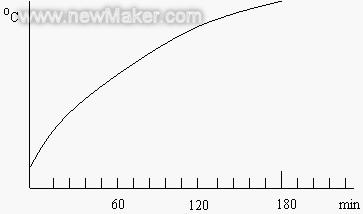
(2) The room temperature measuring point should be set at any height of the machine center at a height of 500mm from the machine tool. The temperature measurement point of the fuel tank should be as close as possible to the suction port.
Forging die high speed milling and DELCAM programming technology (Figure)